歡迎致電
13713999008

首頁 > 新聞資訊 > 產品資訊 > 鋁單板 > 沖孔鋁單板 >
?? 發布時間:2013-04-01 ?? 熱度:

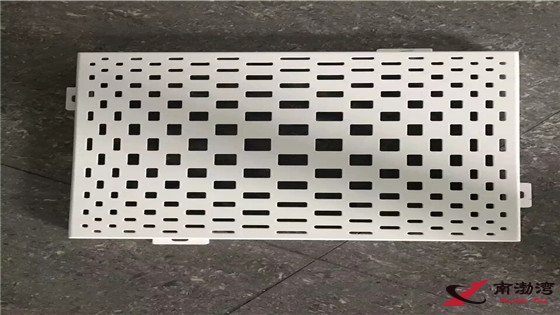
1、確認鋁單板工件標識,明確產品設計圖的技術要求。
2、按角碼起始位置及角碼間距在相應模具上調整定位或做好刻度,按圖中標出沖孔中心位置順序分別沖孔。
3、同一角碼的兩個孔,其間距按角碼長度確定,角碼長度為60mm時,角碼沖孔中心間距為40± 0.2mm;角碼長度為40mm時,角碼孔中心距為25±0.2mm。
3、沖孔時孔邊距由圖紙規定的角碼高度尺寸來確定。
4、板同一邊沖角碼孔時,如最后角碼與板邊距離大于起始位置而小于角碼規定間距時,應補加一組角碼孔,并保證所安裝角碼錯位。
5、孔中心線應與折邊線、工件邊緣線平行,允許偏差0.2mm,沖孔時嚴格保證此平行度公差,以防止安裝角碼后出現超差。
6、工件不允許落地,要輕拿輕放,搬運中防止磕碰、劃傷,并按規定區域放在平臺或小車上。
文章標簽:
上一篇:沖孔鋁單板的重要參數及用途介紹
下一篇:鋁單板下料操作規范