歡迎致電
13713999008

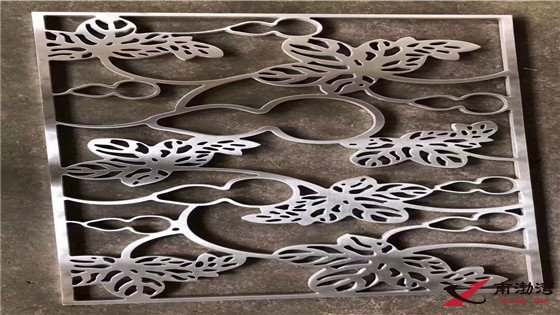
首頁 > 新聞資訊 > 產品資訊 > 鋁單板 > 鏤空鋁單板 >
?? 發布時間:2013-07-26 ?? 熱度:

1、在施焊前,焊工應該認真閱讀設計圖紙,了解焊接的工藝要求。
2、焊接時,先從工件中間起至兩端點焊成形、校正后,再由中間至兩端分段交錯滿焊,以防工件尺寸移位或焊后變形。
3、焊縫背面要施點焊,間距不能大于250mm;
4、組焊的兩件鋁單板尺寸較寬時,焊接前必須采用種釘加筋方式對焊接邊緣進行加固,平整后方可進行焊接。
5、大型超長或復雜焊接件,首件焊接好后必須進行自檢、互檢、專檢這三檢,確定焊接件所使用的工藝是否符合要求,形狀有否變異。
文章標簽:
上一篇:南渤灣鏤空鋁單板
下一篇:弧型、雙曲線型鋁單板的焊接工藝