歡迎致電
13713999008

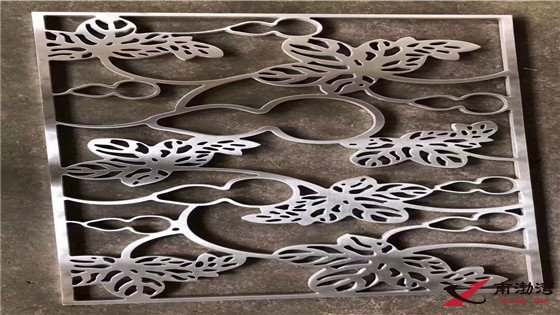
首頁 > 新聞資訊 > 產(chǎn)品資訊 > 鋁單板 > 鏤空鋁單板 >
?? 發(fā)布時間:2013-07-26 ?? 熱度:
范")
1、認(rèn)真閱讀設(shè)計圖紙,明確圖紙的設(shè)計要求,按要求選擇合適刀具。
2、根據(jù)彎邊尺寸,調(diào)整后定位。
3、在折彎機上根據(jù)圖樣要求及工件形狀,確定折彎順序后進(jìn)行壓彎。
4、折彎內(nèi)角大于90°時,靠調(diào)整機床上下行程控制,加大上刀與下模閉合高度來保證折彎角度;折邊內(nèi)角小于90°時,在折彎機上壓成90°后,調(diào)換下模凹槽成形折邊。個別情況允許手工整形,保證尺寸及質(zhì)量要求。
5、成形后,長、寬、對角線尺寸允許偏差如下:同一種規(guī)格,首件要經(jīng)過自檢、互檢、專檢這三檢,三檢合格后方可進(jìn)行第二件生產(chǎn)。
6、組合刀具,要保證刀具對齊,刀尖在一條線上,不允許有錯位,使工件成形后折彎線光滑、平整、一致。
7、成形時,為防止工件產(chǎn)生壓痕或拉傷表面,在工件與下模之間加塑料膜保護(hù)
8、成形圓角允許存在輕微裂紋,但要求經(jīng)簡單打磨后可以去除。
9、較大的大型工件折彎成型,應(yīng)注意在折彎時將工件同步托起,避免折彎時單邊承受較大彎矩造成折彎壓痕。
10、工件不允許落地,要輕拿輕放,搬運中防止磕碰、劃傷,并按規(guī)定區(qū)域放在平臺或小車上。
文章標(biāo)簽:
上一篇:弧型、雙曲線型鋁單板的焊接工藝
下一篇:鋁單板種釘機使用規(guī)程